

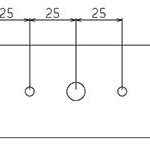
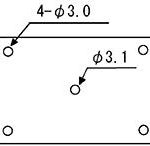
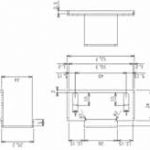
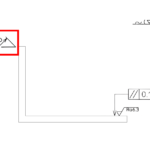
半抜きや穴の寸法を統一してコストを下げる

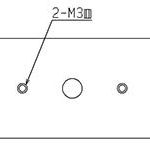
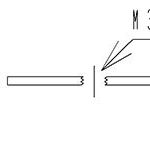
上図では、Φ3.0とΦ3.1の2種類の半抜きの寸法指示がされています。1枚の図面に複数種の寸法の半抜き指示が有る場合、使用する金型数が増え金型交換に時間がかかってしまいます。半抜きだけでなく穴についても同じで、複数種類の穴があれば金型段取りしなければならず金型の数だけ段取り工数が増えてしまいます。

穴寸法を統一することが可能であれば、金型段取りを削減してコストダウンにつなげることができます。上図のような穴は逃げ穴である場合が多いです。穴の一般公差は±0.1であり、これも考慮すると、その大半は統一しても機能上問題ありません。検査にかかる工数も削減することができます。
その他の加工図面の描き方
-
相対寸法ではなく絶対寸法で板金図面を作成する
-
絶対寸法と相対寸法を上手く組み合わせて読みやすい製図を作成する
-
曖昧な表現を使わず、寸法を正確に記入して板金図面を作成する
-
穴基準や形状基準ではなく端面基準による製図作成でコストを下げる
-
設計変更の履歴を残すことによって、間違いを防いでコストを下げる
-

図面枠に番地を記載することによって図面の読み取りミスを防ぐ
-

1製品1図面を徹底することで発注ミスを防ぐ
-
隠れ線と補助線を正しく使い分ける
-
板金図面で使用する線を正しく使う(細線と太線)
-

CADの自動機能は目的にあった使い方をする
-
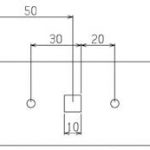
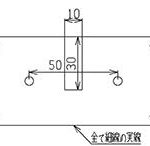
長丸穴の寸法は、「穴の中心までの寸法と穴の寸法」を指示する
-
半抜きや穴の寸法を統一してコストを下げる
-
三面図では表しにくい製品はアイソメ図で指示する
-
溶接指示は外観・強度・溶接範囲を伝え、作業は現場に一任する
-
板厚に対して適切な数のネジ山を確保する
-
不要な表面粗さの指示を削除し、コストを下げる
-

不要な平行度・平面度の指示を削除し、コストを下げる
-
不要なC面の指示を削除し、コストを下げる
-

不要な糸面取りの指示を削除し、コストを下げる
-

不要なRの指示を削除し、コストを下げる
-
不要な個別公差を削除し、コストを下げる

