

アルミ溶接で溶接方法の変更を提案!歪みと凹凸を解消した方法とは?
投稿日:2020年09月08日
今回は板厚が1.0mmと10mmのアルミ部品を溶接した製品で、外観部の溶接歪みと凹凸の解消を実現したVE提案事例をご紹介します。
この事例では接合方法を「溶接のみ」から、溶接箇所を減らすために「ねじ止め後の溶接」に変更しました。
当初、溶接のみの接合で外観部に歪みと凹凸が発生してしまった写真がこちらです。

この製品は2つの部品
・部品①:t-1.0mm(写真で左半分が塗装されている外観部品)
・部品②:t-10mm(部品①の裏側から溶接されている部品)
で構成されており、2つの部品は溶接のみで接合しています。
しかし溶接箇所に凹凸が発生、全体も歪んでしまい塗装しても隠せないほど外観を損ねてしまいました。
そこで精密板金ひらめき.comを運営するCREST PRECISIONでは、接合方法を一から見直し、ねじ止め後に溶接する接合方法を提案しました。
溶接前にねじ止めをすると溶接箇所を減らせるため、母材に加わる熱が減少。
溶接熱による歪みと溶接箇所の凹凸を解消できます。
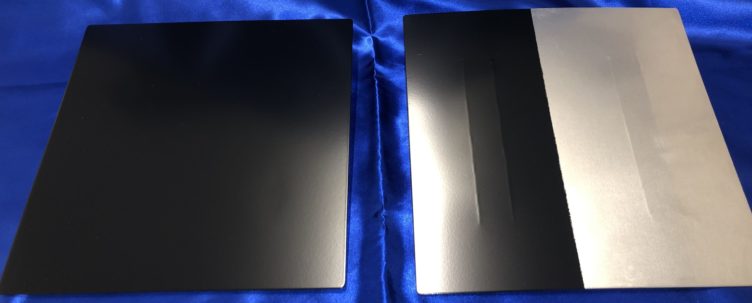
そしてねじ止め後の溶接に変更した製品はこちら。

溶接のみの接合で発生していた、外観部の凹凸と歪みが解消できました。
また塗装によってねじ止め部分も隠れ、外観を損ねることもありません。
溶接のみの製品と、ねじ止め後に溶接した製品を比較するとその差は一目瞭然です。
本事例のように、精密板金ひらめき.comを運営するCREST PRECISIONでは、月3,800件の新規試作実績からくるノウハウで日々お客様にVE提案を行っております。
精密板金加工で何かお困りのことがございましたら、お気軽に当社までご相談ください。

